Sign up for the Design News Daily newsletter.
This Cutting-Edge Telescope Is a Security Camera for the Planet
The Large Synoptic Survey Telescope at Harris Corporation Space and Intelligence Systems is a ground-based telescope that will, once installed on a mountaintop in Chile, scan the sky, taking detailed photos with a 3,200-megapixel camera every 10 seconds, over a 10-year period.
June 7, 2016
4 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "This Cutting-Edge Telescope Is a Security Camera for the Planet")
I was recently invited to visit a Harris Corporation Space and Intelligence Systems facility in Rochester, NY, to observe their capabilities and the work they are doing for the LSST project. The Large Synoptic Survey Telescope is a ground-based telescope that will, once installed on a mountaintop in Chile, scan the sky, taking detailed photos with a 3,200-megapixel camera every 10 seconds, over a 10-year period.
Among the objectives of this project are the high-resolution scanning of the sky for hazardous asteroids and thus acting as a kind of high-powered security camera for the planet. Other tasks the telescope will be given include the study of dark matter and dark energy and improving our understanding of the formation of the Milky Way, through continuous 3D mass mapping of the universe. Beyond that, it will provide free and open access to an astronomical amount of data to scientists, engineers, students, amateur astronomers, or anyone else with an interest.
How much data are we talking about? How does 15 terabytes per night sound? To put that in perspective, according to Harris LSST Program Manager Dale Zajac, that’s the equivalent of 2,100 Blu-ray DVDs.

As for this facility’s history, it started out over 50 years ago as part of Eastman Kodak. In 2004 it was sold to ITT, which became Exelis in 2011. Exelis was acquired by Harris Corporation in 2015. Some of the advances it brought the world include low expansion glass in the 1970’s, and lightweight glass in the 1980’s both of which were invaluable for space-based applications.
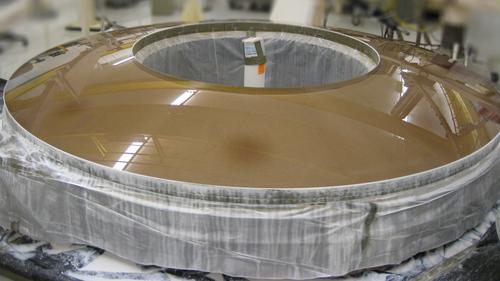
For the LSST project, Harris is responsible for the secondary mirror assembly, a 12-foot annular optic with a hole in the center for the camera. This mirror will be suspended, facing downward above the 27-foot diameter primary mirror.
The process of turning a large hunk of glass into a near-perfect optical element is a fascinating one, consisting of multiple steps and a great deal of process knowledge that has been developed over multiple decades.
The blank, which was produced by Corning in Canton, NY, arrived by truck through a door that had to be enlarged to accommodate it. It first went to the large machining center, where it spent roughly three months undergoing rough shaping and probing. From there, it was moved by overhead crane to the Big Arm Tub for finer finishing. This setup looks a bit like a turntable with a big arm used to apply a polishing tool. The work is done by a polishing element that is lowered onto the optic with an interface made from soft conformable pitch. A combination of very slow rotational and translational motion forms a Spirograph pattern in which an abrasive sludge polishes the surface. Great care is taken to keep the patterns randomized so that no repetitive pattern is imposed onto the surface.
Perhaps the most innovative and challenging parts of the process are the metrology and the final finishing stage. Several large metrology towers are located in the plant into which a large element like this is placed. The chamber is sealed and the air is temperature-destratified (or thermally normalized) to create a stable test environment. The measurements are so sensitive that the mounting system is designed to dampen out vibrations from trucks passing by outside the facility.
READ MORE ABOUT ELECTRONICS:
This measurement process produces a “hit map” which is used to guide an ion figuring process that was developed here in the 90’s. This can be described as a process “in which material is removed from the optical surface by the kinetic interaction of ions with the molecules of the surface.”
The facility also has the capability to perform magnetorheological finishing, which is more of a polishing operation, although it is capable of providing surface finishes comparable to that of ion figuring.
All told, from start to finish, roughly 200 microns of material will be removed from the mirror’s surface. The surface specification is given as 0.05 λ, referring to the wavelength of a Helium Neon laser light. In more familiar units that converts to 31.6 nm.
From start to finish, the project will be completed in 40 months, including one year of preparation before the glass blank arrived. The longest portion of the process will be the iterative ion figuring and measuring, which is expected to be completed in January of 2018.
[images via RP Siegel]
RP Siegel, PE, has a master's degree in mechanical engineering and worked for 20 years in R&D at Xerox Corp. An inventor with 50 patents, and now a full-time writer, RP finds his primary interest at the intersection of technology and society. His work has appeared in multiple consumer and industry outlets, and he also co-authored the eco-thriller Vapor Trails.
You May Also Like
Editors' Choice
.jpg?width=300&auto=webp&quality=80&disable=upscale)



Jun 4 - Jun 6, 2024
Jun 4 - Jun 6, 2024
Innovation in automation starts here. Discover and collaborate on automation solutions that are revolutionizing the entire production lifecycle — from design to production to market — and sharpen your competitive edge. ATX South is part of IME South, a six-in-one expo offering the latest insights & solutions spanning medtech, packaging, automation, plastics, design, & processing.
Register Now