Sign up for the Design News Daily newsletter.
There are three leading ways to establish communication among different PLCs. Here’s how to specify the best method for your application.
August 17, 2015
3 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "HMIs Bridge Different PLCs and Communication Protocols")
In most industrial plants, it's not uncommon to have programmable logic controllers (PLCs) from different suppliers, often on the same production line. Each PLC may come with a different communication protocol, and even different model PLCs from the same supplier can have trouble communicating with each other directly. There is a variety of methods to get these PLCs to talk to each other. Hardwired I/O and protocol converters are two options, but using a human machine interface (HMI) is often the best choice.
One of the simplest ways to exchange information from one PLC to another is to use hardwired I/O, with outputs from one PLC connected to inputs from another. While this is an easily understood method, it limits the amount of information passed between controllers, as each data point requires its own output, input, and wiring. Hardwiring also makes changes difficult, as each requires adding more wiring -- and sometimes new I/O modules.
Another method to link PLCs from different suppliers is to use a protocol converter, either installed in the PLC's rack or a standalone device. If there are just two PLCs, this method works well, but it becomes difficult as controllers are added. It can also get expensive, and protocol conversion sometimes requires additional PLC programming so information can be understood by each PLC.
A third method to link PLCs is with an HMI as the hub for all communication among controllers. This is a flexible and expandable approach, and it adds no cost in most cases as the majority of installations already incorporate an HMI as a bridge between the user and the PLC. And, no additional wiring is required, as each PLC will most likely have a connection to the HMI.
Ethernet Provides a Standard
In the past, it was common for PLC suppliers to limit connectivity to their own hardware and software, but user demands have forced a move to more open systems. This openness now allows many PLCs to link to just about any HMI, typically through Ethernet. While this takes care of hardware connectivity in many instances, there's still the issue of protocol compatibility.
The ability to communicate with multiple protocols simultaneously on a single network is a big advantage of Ethernet. This allows linking of two or more PLCs from different suppliers to a single HMI -- all on the same network. If PLC A, B, and C each has an Ethernet port but uses different communication protocols -- such as Modbus TCP/IP, EtherNet/IP, and Profinet -- the HMI can communicate with all three on the same network.
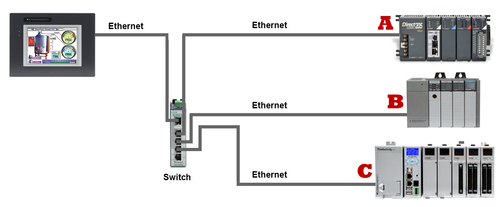
Multiple PLCs can link to a single HMI over an Ethernet network, even if the Ethernet protocols are different. Image courtesy of AutomationDirect.com
HMI Choices
The HMI linking the different PLCs can be an embedded HMI or a PC-based HMI. As the name implies, an embedded HMI runs on an embedded operating system (OS). An embedded HMI requires less processing power and memory than a PC-based one, as it's optimized for specific functionality -- in this case, hosting HMI software. An embedded HMI is purchased as a complete system, with the OS and the application software already installed, unlike a PC, where the application software is purchased separately and must be installed on the PC.
MORE FROM DESIGN NEWS: The Future of Human-Machine Interfaces Is Now
With a PC-based HMI, the PC platform is multi-purpose. This is an advantage when an end-user wants to install additional software at the HMI for purposes such as quality control, but it also increases the resources contained in the PC. This, in turn, makes the PC more expensive, bigger, and more difficult to maintain than its embedded counterpart.
An embedded HMI is a lower cost solution and has greater hardware, OS, and application longevity. With technology improvements, embedded HMIs are becoming more powerful and work well in all but the most demanding applications. In many cases, multiple embedded HMIs can be installed for the price of one PC-based HMI, improving operator access, efficiency, and safety.
You May Also Like
Editors' Choice




Jun 4 - Jun 6, 2024
Jun 4 - Jun 6, 2024
Innovation in automation starts here. Discover and collaborate on automation solutions that are revolutionizing the entire production lifecycle — from design to production to market — and sharpen your competitive edge. ATX South is part of IME South, a six-in-one expo offering the latest insights & solutions spanning medtech, packaging, automation, plastics, design, & processing.
Register Now