Motion Control
Thomas Burke Global Strategic Advisor for CC-Link Partner Association
Motion ControlHow to Build Better Networkable DevicesHow to Build Better Networkable Devices
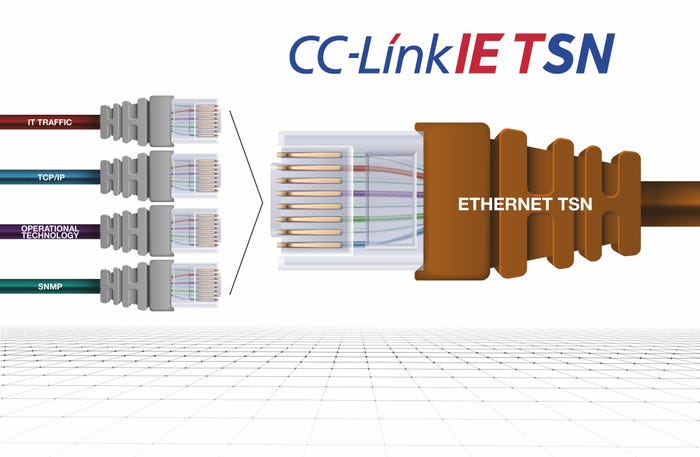
Industrial automation devices configured for time-sensitive networking may benefit from a single communications backbone for managing all Ethernet traffic.























.svg?width=300&auto=webp&quality=80&disable=upscale)











Editors' Choice



Jun 4 - Jun 6, 2024
Jun 4 - Jun 6, 2024
Innovation in automation starts here. Discover and collaborate on automation solutions that are revolutionizing the entire production lifecycle — from design to production to market — and sharpen your competitive edge. ATX South is part of IME South, a six-in-one expo offering the latest insights & solutions spanning medtech, packaging, automation, plastics, design, & processing.
Register NowSign up for the Design News Daily newsletter.